




RECOMMENDED LIMITS:-
Watt Density:-
Temperature:-
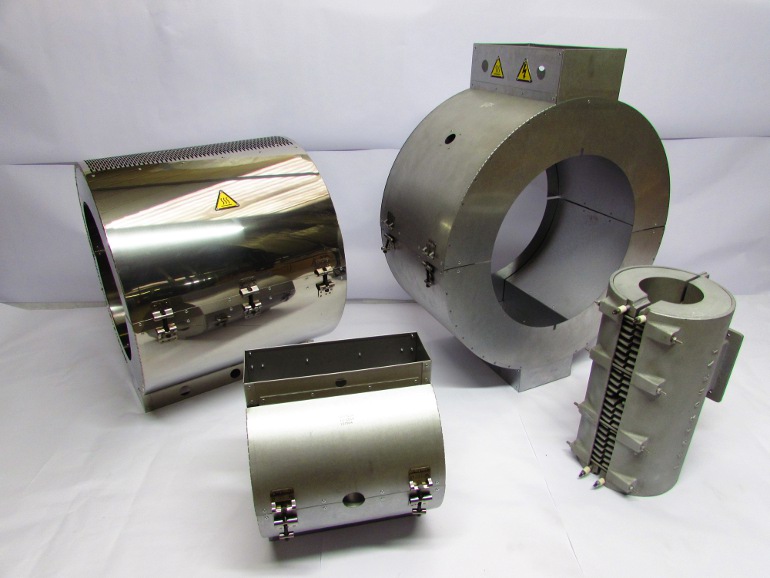
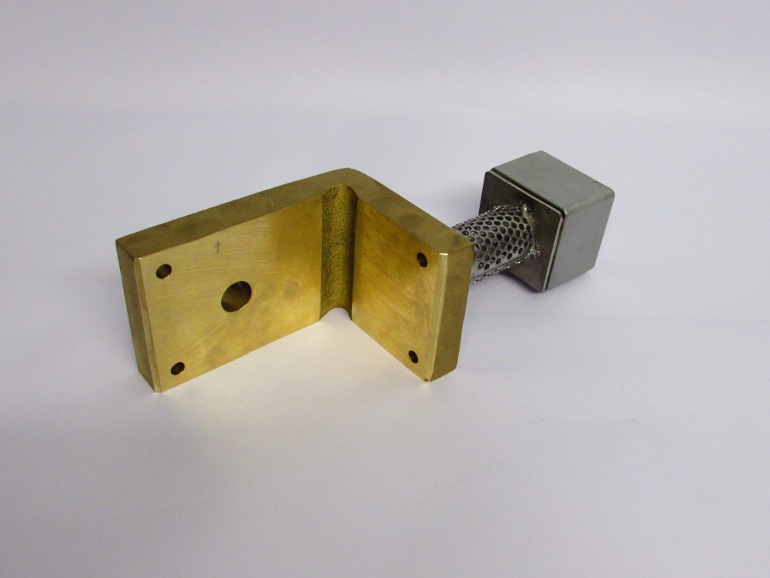
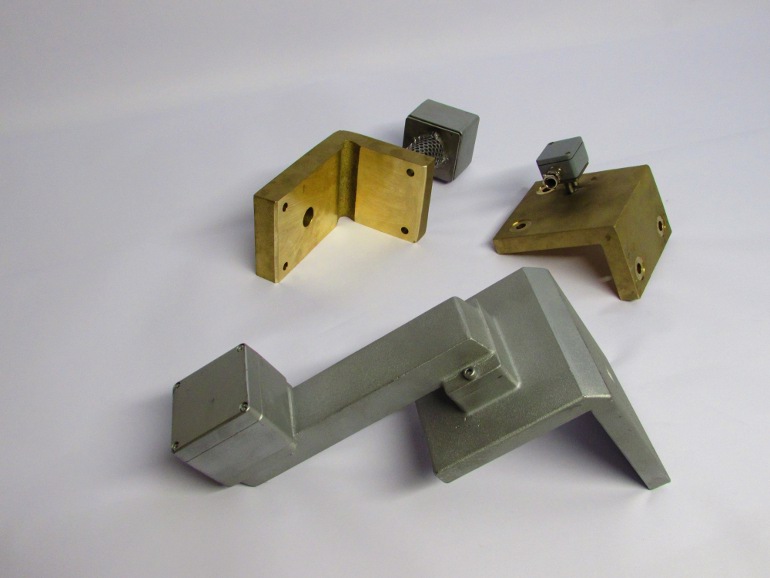
These heaters are usually custom designed, in-house using state-of-the-art CAD software, alongside many years experience to obtain maximum heater life.
Every shape and size can be manufactured in our modern pattern shop and foundry, before being fully machined in our machine shop prior to termination at final assembly.
There are many terminations available from Metric to American thread, high temperature leads to high temperature plug and socket arrangements.
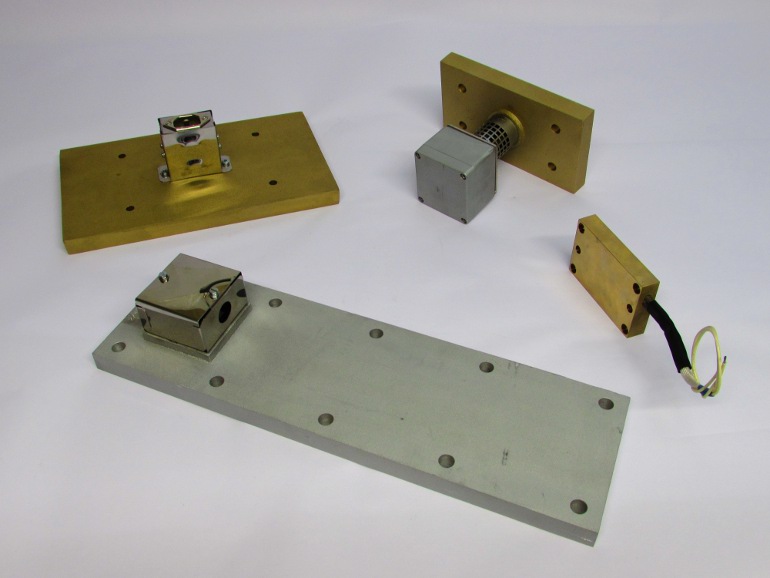
They can be designed as heater only, water/oil cooled or air cooled. Insulated or uninsulated cowls are available in sheet steel or cast-in.
They can be manufactured in Aluminium, Bronze or Iron.
These units are designed and manufactured using the highest quality heavy walled alloy tubing for maximum thermal shock resistance. They are available with straight tube connection or threaded connectors. These units offer many advantages including:
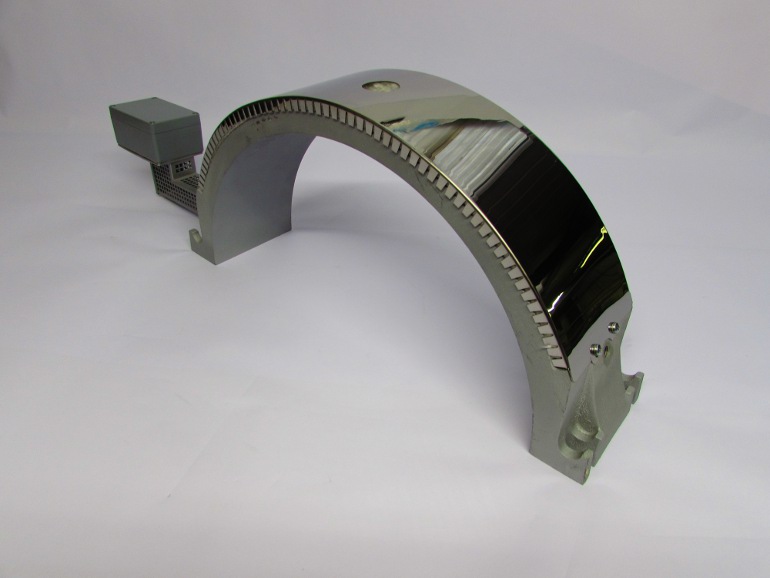
Lectroheat still hold many original designs and drawings from the very first finned heaters supplied to the extruder industry. This experience has evolved into complete insulated units which can also be supplied with top quality blowers ready to install straight onto the extruder barrel. The design offers maximum surface area for optimum cooling efficiency and minimum energy loss. Our in-house design team have the capability to manufacture complete lines for renewal of existing air cooled lines or for the conversion of older water cooled extruders. Our facility allows us to manufacture a wide range of sizes to suit the smallest extruder up to the largest. Cowls can be insulated or uninsulated in aluminium coated mild steel or stainless steel. They can also be supplied in cast aluminium or cast bronze for areas where a more robust unit is required.
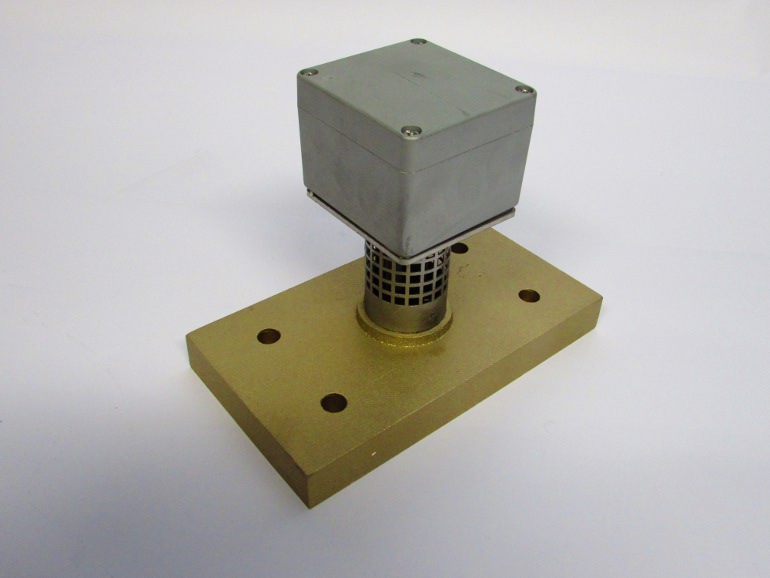
The surface to be heated must be clean from contamination, smooth and compatible to the machined surface of the heater.
Water fittings must be free from leaks, threaded connectors are the most common way to ensure this.
The heater must be seated correctly and securely clamped to the extruder barrel.
After initial warm-up to operating temperature, the heater should be isolated from the electricity supply and re-tightened to compensate for thermal expansion. All connections should be made with suitable high temperature wiring. Terminal enclosures can provide protection up to IP65 for ease of wiring and operator safety. All units must be adequately earthed.
Heaters must be disconnected from supply before any maintenance is carried out.
Electrical connections should be periodically checked for tightness to prevent arcing which could damage the heater terminals.
Heater clamping arrangements should be checked regularly and re-tightened when required.
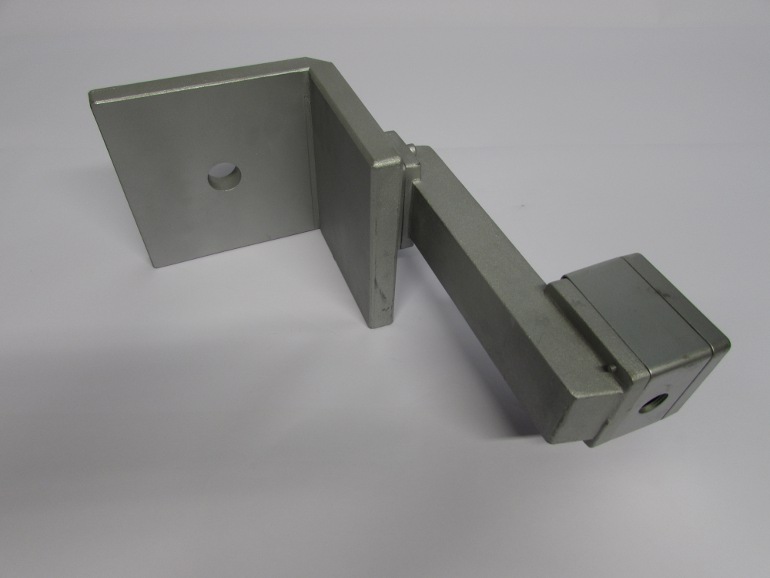
Cast Aluminium heaters offer the best thermal efficiency of all Cast-in Heaters, they can be manufactured to any shape or size as can all our Cast-in heaters.
Cast Bronze heaters offer slightly less thermal efficency but can work for years at the elevated temperature of 650°C.
Cast Iron is the least effective but offers a less expensive Cast-in heater while also working at elevated temperatures.
Contact the team for more information

© 2015 Lectroheat Industrial Heating Ltd. Website By Sad Zebra Ltd.